无纬带的特点:
1、网状无纬带分H级、F级,平行无纬带为B级、F级。
2、厚度分为0.17mm ,0.3mm ,0.33mm ;宽度为6mm─50mm ; 盘长为50m─200m (筒状卷装长度为1500米─2000米)。
3、无纬带分为聚酯树脂浸渍型和环氧树脂浸渍型两种,聚酯型存储期较长。
4、拉伸强度高,厚度0.3mm的品种,可达1500N/cm以上。
5、固化时间短,155℃ 温度下只需4─5小时(连续固化)。
6、电气强度高,每mm厚平行缠绕层≥12kv。
7、储存期长,25℃可达6个月以上(环氧型为3个月),有利于仓储,避免浪费。
8、退带容易,利用率高。
无纬带使用说明:
1、无纬带应储存于常温下。气温高于30℃时,应存放在冷藏箱内。
2、需检测无纬带性能时(测挥发物含量等)应在塑袋中取出后1小时内进行。
3、无纬带从冷藏箱中取出使用前,应让其在塑封、室温下存放24小时后,方可使用。
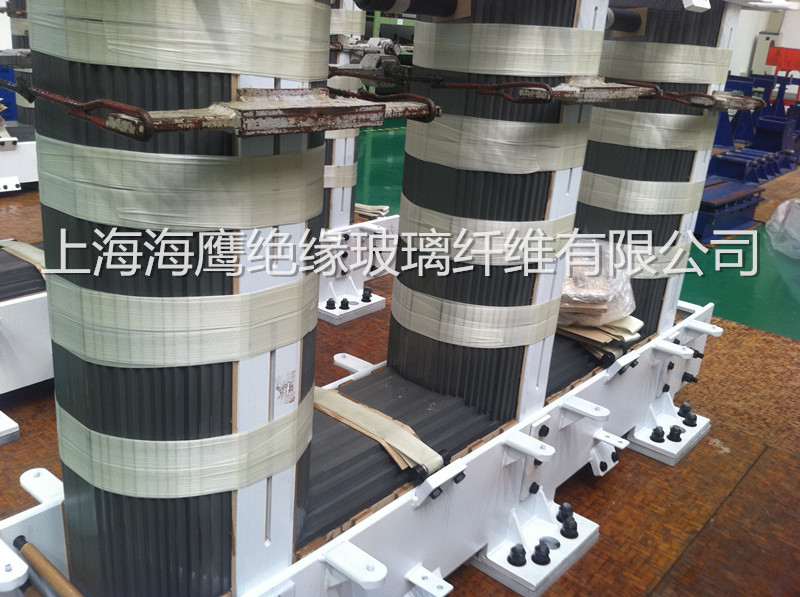
4、无纬带在使用过程中,如张力不匀或绑扎不平整,容易造成分叉。建议将整盘的无纬带整理后继续使用。
5、无纬带绑扎可在室温下进行,但热态绑扎效果更好。
热态绑扎方法:
A.预热被绑扎工件,预热温度为摄氏80℃左右,时间为1小时左右。
B.预热无纬带:将无纬带放于40℃±5℃烘箱内20分钟左右,取出使用(预热无纬带时间不宜过长,温度不宜过高,避免过早固化,预热后的无纬带需一次用完)。
6、绑扎张力≤1000N/cm(厚0.3mm),绑扎速度以每分钟10m─15m为佳。
7、绑扎结束时,应将尾端锁住,可防施加的张力损失,导致紧固的无纬带松脱(可将尾端嵌入内一层无纬带中,以利压紧)。
8、建议分段固化:80℃ 1小时,120℃ 1小时,155℃ 4-5小时,(不间断地连续固化,不包括工件升温时间)牵引电机、大电机建议固化时间6小时以上。
9、如要使无纬带的固化与浸漆烘干一次热处理完成,需要做实验,确定浸漆的烘干过程对无纬带的固化无碍。
10、用手工绑扎工艺时,需含胶量、挥发物较大的无纬带。